Contenido
La aparición de las ruedas de molienda de nitruro de boro cúbico (CBN) vitrificado ha proporcionado una solución para la molienda de cono de alta precisión. CBN (nitruro de boro cúbico) es el segundo material más duro después del diamante, y el enlace vitrificado imparte resistencia al calor superior y estabilidad estructural a la rueda de molienda. En comparación con las ruedas de molienda tradicionales, las ventajas centrales de las ruedas de molienda CBN vitrificadas incluyen:
Vida extremadamente larga: la resistencia al desgaste es más de 100 veces mayor que la de las ruedas de molienda de corundum, reduciendo significativamente los cambios de herramientas y los tiempos de aderezo.
Alta estabilidad térmica: soporta temperaturas superiores a 1400 ° C, evitando la deformación térmica de la pieza de trabajo.
Retención de alta precisión: la baja pérdida de grano abrasivo asegura una precisión de mecanizado estable a largo plazo.
Molilla de alta eficiencia: aumenta la tasa de eliminación de metales en un 30% a 50%, lo que mejora significativamente la eficiencia de producción.
Las ruedas de molienda CBN vitrificadas son herramientas de molienda de alto rendimiento hechas de un compuesto de nitruro de boro cúbico (CBN) abrasivo y una carpeta vitrificada. Esta combinación de material única les da un rendimiento de mecanizado excepcional.
Propiedades de los abrasivos CBN
El nitruro de boro cúbico (CBN) es un material superhalámico sintético con una estructura cristalina similar al diamante, que consiste en átomos de boro y nitrógeno unidos covalentemente. Los abrasivos CBN tienen las siguientes características pendientes:
(1) Resistencia a la dureza y desgaste extremadamente altas
La microhardness puede alcanzar 4500HV, solo superada por Diamond (10000HV) y más del doble que el de Corundum (2000hv)
La resistencia al desgaste es más de 100 veces la de los abrasivos de corundum ordinarios, lo que la hace particularmente adecuada para procesar materiales de alta duración
(2) Excelente estabilidad térmica
Resistencia de alta temperatura de hasta 1400 ° C (el diamante comienza a oxidarse a 800 ° C)
Mantiene el rendimiento de corte a altas temperaturas y no reacciona con los metales a base de hierro
(3) Buena inercia química
No reacciona químicamente con metales como hierro, níquel y cobalto
Particularmente adecuado para procesar metales ferrosos como acero endurecido y acero de alta velocidad
Características del enlace vitrificado
El enlace vitrificado es un factor clave para determinar el rendimiento de las ruedas de molienda. Sus características principales incluyen:
(1) Resistencia al calor alta
La temperatura de sinterización puede alcanzar más de 1200 ° C
Mantiene propiedades mecánicas estables dentro del rango de temperatura de trabajo
(2) Excelente rigidez
El módulo elástico llega por encima de 100GPA
Pequeña deformación durante la molienda, que es propicio para mantener la precisión del procesamiento
(3) Porosidad controlable
La porosidad del 5% -40% se puede lograr mediante el ajuste de la fórmula
La porosidad ayuda con la extracción y enfriamiento de chips, evitando las quemaduras de la pieza de trabajo
(4) buen flujo de auto
Los granos abrasivos pueden caer en el tiempo después de la pasivación, revelando un nuevo borde afilado
Mantiene un rendimiento de molienda continuo y estable
Estructura única de las ruedas de molienda de cerámica CBN
Las ruedas de molienda CBN de cerámica típica adoptan un diseño de estructura de múltiples capas:
(1) capa abrasiva
La concentración de CBN suele ser 75% -150% (fracción de volumen)
Rango de tamaño abrasivo: molienda grueso #80- #120, molienda fina #400- #2000
(2) Capa de transición
Asegura un vínculo firme entre la capa abrasiva y el sustrato
El grosor suele ser 1-2 mm
(3) Material de matriz
Aleación de aluminio: liviano, adecuado para molienda de alta velocidad
Matriz de acero: alta rigidez, utilizada para molienda de carga pesada
Ventajas del vínculo cerámico
El enlace cerámico es un material inorgánico compuesto de fase de vidrio y fase cristalina. Sus ventajas incluyen:
Alta rigidez: más resistente a la deformación que la resina o el enlace de metal, adecuado para la rectificación de alta precisión
Resistencia a alta temperatura: mantiene la estabilidad incluso durante la molienda de alta velocidad (más de 120 m/s).
Excelente autoespantimiento: después de la embotamiento, los granos abrasivos se caen, revelando el borde recién afilado y manteniendo la nitidez.
Comparación con las ruedas de molienda tradicionales (corundum, diamante, etc.)
Comparación de rendimiento
En comparación con las ruedas de molienda tradicionales, las ruedas de molienda de cerámica CBN ofrecen ventajas significativas:
| Especificaciones de rendimiento | Rueda de molienda de corundum | Rueda de molienda de resina resina CBN | Rueda de molienda CBN vitrificada |
| Temperatura máxima de funcionamiento | 800 ° C | 300 ° C | 1400 ° C |
| Relación de molienda (valor G) | 10-50 | 200-500 | 500-2000 |
| Velocidad lineal máxima | 80m/s | 100m/s | 160m/s |
| Estabilidad dimensional | Justo | Bien | Excelente |
| Frecuencia de aderezo | Alto | Medio | Bajo |
Molilla de selección de ruedas y combinación
Seleccione la concentración de CBN apropiada basada en el material de la pieza de trabajo (se recomienda un 100% -150% para el acero endurecido)
Principios de selección de tamaño de arena:
Molienda gruesa: #80- #120
Molilla semi-fina: #150- #240
Molilla fina: #400 y superior
Selección del tipo de carpeta (fase de vidrio/cerámica microcristalina)
Especificaciones de instalación
Use una brida dedicada para garantizar una fuerza de sujeción distribuida uniformemente
Se requiere un equilibrio dinámico después de la instalación (desequilibrio residual ≤ 0.4g · mm/kg)
Realice una prueba de ejecución inactiva antes del uso inicial (3 0 minutos, luego aumente gradualmente la velocidad a la velocidad de funcionamiento)
Puntos clave de configuración de parámetros
Control de velocidad lineal:
Acero: 80-120 m/s
Carburo: 60-100 m/s
Selección de la velocidad de alimentación:
Molienda gruesa: 0.01-0.03 mm/carrera
Molilla fina: 0.002-0.01 mm/carrera
Tiempos de limpieza con chispa: realice al menos tres molienda sin chispas durante la fase de molienda fina.
Gestión de refrigerante
Se debe usar fluido de molienda especializado (pH 8.5-9.5).
Requisito de caudal: ≥ 2 l/min por mm de ancho de la rueda de molienda.
Precisión del filtro ≤ 25 μm. Verifique regularmente la concentración (recomendado 4 -6%)
Molador de especificaciones de aderezo para ruedas
Selección de herramientas de aderezo:
Vestido grueso: bolígrafo de diamante de un solo punto
Aderezo fino: Roller de diamantes
Parámetros de vestimenta:
Alimentación de vestimenta: 0.002-0.01 mm/trazo
Relación de velocidad de aderezo: 0.6 a 0.8 (relación de velocidad lineal de rueda a rodillo)
Monitoreo de desgaste
Inspeccione regularmente la condición de la superficie de la rueda de molienda (cada 8 horas)
Establecer un sistema de monitoreo de fuerza/potencia de molienda y establecer umbrales de alarma
Registre los datos de la vida en la rueda de rectificado (número promedio de piezas procesadas por intervalo de vestimenta)
Medidas protectoras
Se debe instalar una cubierta protectora (ángulo de apertura ≤ 180 °)
Los operadores deben usar máscaras protectoras (para proteger contra el polvo de CBN).
Se debe instalar un separador magnético en el área de trabajo para recolectar chips de metal.
Manejo anormal
Procedimiento de manejo de exceso de vibración:
Detener inmediatamente la máquina.
Verifique el acelerador radial del huso (debe ser ≤0.005 mm).
Reequilibrio.
Respuesta de quemadura de la pieza de trabajo:
Verifique el ángulo de aerosol del refrigerante.
Reduzca la tasa de alimentación en un 20%-30%.
Manejo de temperatura y humedad
Mantenga una temperatura del taller de 20 ± 2 ° C.
Humedad relativa de 45%-65%.
Las salas de molienda de precisión deben mantenerse a una temperatura constante.
Medidas de prevención de vibraciones:
Instale el equipo en una base resistente a la vibración (amplitud ≤2 μm).
Evite localizar el equipo en la misma área que el equipo de estampado.
Fenómeno: ángulo de cono de la pieza de trabajo fuera de la tolerancia (> ± 0.005 °)
Posibles causas:
Pérdida de la precisión geométrica de la máquina herramienta (guías/huso)
Configuración incorrecta del ángulo de aderezo de la rueda de molienda
Rigidez insuficiente de la pieza de trabajo/accesorio que causa deformación
Soluciones:
Use un interferómetro láser para verificar la precisión geométrica de la máquina herramienta (centrándose en el eje Z y la perpendicularidad del eje X)
Recalibrar el ángulo del tocador de la rueda de molienda (se recomienda usar un medidor de ángulo estándar)
Agregue puntos de soporte de pieza de trabajo adicional y cambie a una abrazadera hidráulica (controle la fuerza de sujeción a 3-5 MPa)
Fenómeno: redondez> 2 μm
Posibles causas:
Balance dinámico de la rueda de mal rutina
Desgaste de rodamiento de husillo (Radera Radial> 0.003 mm)
Parámetros de molienda excesivos
Solución:
Reequilibrar la rueda de molienda (valor objetivo: G1.0)
Verifique el resumen del huso y reemplace los rodamientos si es necesario (se recomiendan los rodamientos de cerámica)
Ajustar los parámetros:
Reducir la velocidad lineal en un 10%-15%
Reducir la tasa de alimentación al 50% del valor original
Fenómeno: patrones regulares de ondulación (longitud de onda 0.1-0.5 mm)
Posibles causas:
Vibración del sistema de trabajo de rueda molido
Fundación de máquina suelta
Resonancia de molienda
Solución:
Verifique y refuerce la base (el valor de vibración debe ser ≤ 2 μm/s)
Ajuste la velocidad de rotación para evitar la zona de resonancia (determinada por el análisis del espectro FFT)
Use una rueda de molienda de forma desigual (como un tipo de ranura en espiral)
Síntoma: decoloración de la superficie de la pieza de trabajo (oxidación)
Posibles causas:
Enfriamiento insuficiente (flujo/presión inadecuado)
Poros de rueda de molienda obstruida
Tasa de alimentación excesiva
Solución:
Optimizar el sistema de enfriamiento:
Aumente el caudal a 15 l/min · mm (ancho de la rueda de molienda)
Use un diseño de doble boquilla (uno en la parte superior y otro en la parte inferior, en ángulo a 15 °)
Limpie los poros de la rueda de molienda con una pistola de aire de alta presión (aire comprimido de 0.6 MPa)
Reduzca la tasa de alimentación en un 30% y aumente el número de ciclos de pulido (≥3)
Síntoma: la vida en las ruedas se reduce en más del 50%
Posibles causas:
Concentración abrasiva incorrecta
Cambios en el material de la pieza de trabajo (por ejemplo, que contienen fases duras)
Parámetros de aderezo incorrecto
Solución:
Ajustar la concentración de CBN:
Acero apagado: 100%-125%
Carburo: 75%-100%
Modificar los parámetros de aderezo:
Reduzca la velocidad de alimentación del vestimenta a 0.001 mm/accidente cerebrovascular
Ajuste la relación de velocidad del aderezo a 0.4
Fenómeno: "manchas calvas" aparecen en la superficie de la rueda de molienda
Posibles causas:
Fuerza de enlace insuficiente
Carga de impacto excesiva
Corrosión de refrigerante
Solución:
Use enlace cerámico microcristalino de alta resistencia
Optimizar el método de corte (use corte inclinado, ángulo <5 °)
Cambiar el tipo de refrigerante (evite aditivos que contienen azufre)
Fenómeno: disminución del 30% en la tasa de eliminación de metales
Posibles causas:
Molienda de la rueda.
Potencia de molienda insuficiente
Parámetros del proceso conservador
Solución:
Implementar el monitoreo de la condición:
Establezca el umbral de potencia (85% de la alarma de potencia nominal)
Use el sensor de emisión acústica para monitorear la condición de la rueda de molienda
Fenómeno: variación dimensional de lotes> 0.005 mm
Posibles causas:
Deformación térmica acumulada
Error del sistema de medición
Desgaste de la rueda de molienda no compensada
Solución:
Implementar la compensación de temperatura:
Tiempo de calentamiento de la máquina ≥ 2 horas
Instale un sistema de control de temperatura ambiente (20 ± 1 ° C)
Establecer un mecanismo de compensación automática:
Activar la medición en línea cada 10 partes
Corrija automáticamente la coordenada del eje Z a través del PLC
Medidas de emergencia:
Presione inmediatamente el botón de parada de emergencia
Verifique la integridad de la cubierta protectora
Causas de investigación:
Sobreveltura (verifique la etiqueta de velocidad máxima)
Estrés de instalación excesivo (apriete los pernos de la brida de acuerdo con el manual)
Medidas de emergencia:
Verifique la presión hidráulica de la abrazadera después del apagado (normalmente 3-5 MPa)
Use una solución de posicionamiento secundario (sujeción neumática de posicionamiento mecánico)
Agregue la inspección visual a los procesos clave (para confirmar la sujeción adecuada)
Establecer un registro de monitoreo:
Registre la curva de fuerza de molienda después de cada aderezo
Tendencias de la vida en las ruedas de rastreo (gestión del gráfico de control)
Gestión de piezas de repuesto:
Mantener herramientas de aderezo para ruedas de molienda de emergencia (rodillos de diamantes)
Piezas de repuesto de soporte de husillo (reemplazo obligatorio recomendado después de 8,000 horas)
Los molinetes de cono de precisión de la rueda CBN de cerámica son equipos de alta gama diseñados específicamente para mecanizar piezas cónicas de alta precisión. Sus funciones principales son las siguientes:
Lograr la precisión de mecanizado a nivel de micras (redondez ≤ 1 μm, tolerancia al ángulo del cono ± 0.003 °).
Puede procesar una variedad de estructuras cónicas:
Conos de sincronizador de transmisión automotriz
Conos de mortaja de motor de avión y ranura de tenon
Conos de vía de corral con precisión
Conos de alivio del borde de la herramienta
Diseñado para materiales de alta duración:
Acero endurecido (HRC60)
Aleaciones de alta temperatura (Inconel 718, etc.)
Carburo (YG8, etc.)
Resuelva los problemas de que las ruedas de molienda tradicionales son "incapaces de moler" y propensas a las quemaduras
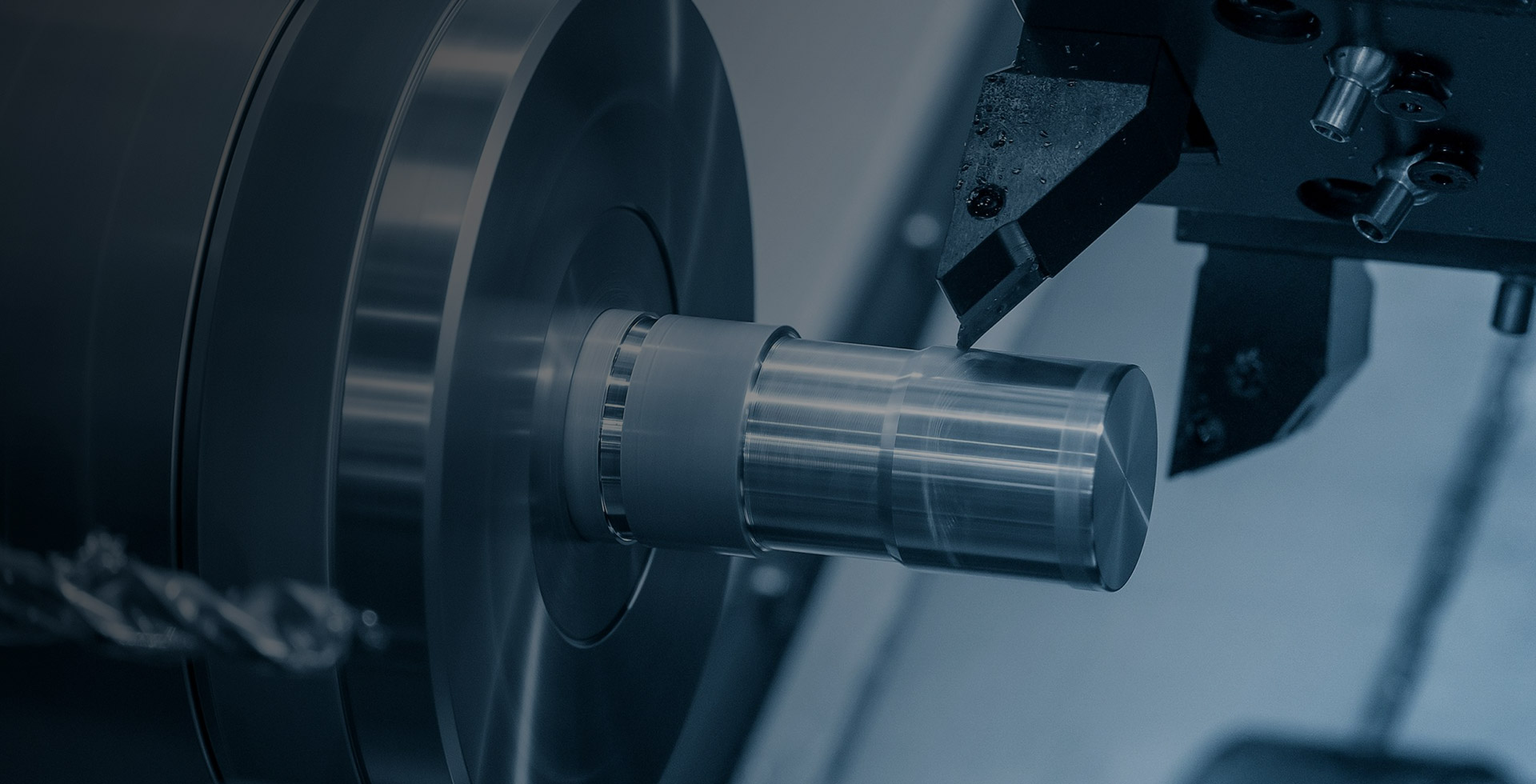
Proceso integrado de matrimonio
Complete mecanizado multiformes en una sola configuración de sujeción:
Superficie cilíndrica del cono
Chaflán de cara final
Groove de la superficie de perfil
| Elemento de comparación | Rueda de molienda de corundum | Rueda de molienda CBN vitrificada |
| Vida de vestir | 50 piezas | 2,000 piezas |
| Vida útil total | 200 piezas | 50,000 piezas |
| Frecuencia de aderezo | Dos veces por turno | Una vez por semana |
La rugosidad de la superficie RA alcanza 0.1 μm (acabado del espejo)
Sin profundidad de la capa de quemaduras <2 μm (ruedas de molienda convencionales> 10 μm)
Estrés residual controlado dentro de -200MPA (estado de estrés por compresión)
Tasa de eliminación de metal mejorado significativamente:
Acero enfriado: 2.5 mm³/mm · S (proceso convencional 0.8 mm³/mm · s)
Carburo: 1.2 mm³/mm · S (proceso convencional 0.3 mm³/mm · s)
Reducir el tiempo del ciclo reducido en un 40%-60%
Comparación de consumo de energía:
Molinillo convencional: 25kW · h/100 piezas
Grinder CBN: 8kW · H/100 piezas
Reducción de residuos:
Molienda de chips reducidas en un 80%
Consumo de refrigerante reducido en un 50%
Equipado con un sistema de medición en línea (tipo láser/tipo de contacto)
Función de compensación adaptativa:
Corrige automáticamente el desgaste de la rueda de molienda
Compensación en tiempo real por deformación térmica
El sistema gemelo digital predice los resultados del mecanizado
Tecnología de bonos nano-cerámicos:
La resistencia a la flexión aumentó a 180 MPa
La resistencia al calor aumentó en un 30%
Rueda de molienda compuesta de múltiples capas:
Capa base: matriz de alta tensión
Capa de transición: material de gradiente
Capa de trabajo: agregados de microcristales CBN
Tecnología de molienda criogénica:
Temperatura de la pieza de trabajo <150 ° C (proceso convencional> 400 ° C) logrado a través de enfriamiento de chorro de alta presión
Tecnología de supresión de vibraciones:
El sistema de amortiguación activo controla la amplitud de vibración a 0,5 μm
Función de enlace de cinco ejes:
Número de enlace máximo de ejes: x/y/z/eje/centro
Precisión de posicionamiento: 5 μm 5 μm/300 mm
Diseño modular:
Reemplazo de la unidad de rueda de molienda rápida (<10 minutos)
Módulos de función de giro/fresado opcionales
Mecanizado de cono de sincronizador de transmisión:
La precisión del mecanizado mejoró a DIN 5
Costo unitario reducido en un 35%
Nuevo cono de eje de motor de vehículo de energía:
Lograr una tolerancia de ajuste de 0.005 mm
Elimine el problema de ruido asociado con el ensamblaje tradicional
Mortisaje de cuchilla de motor y mecanizado de tenon:
La vida de fatiga aumentó en 3 veces
El ciclo de mecanizado se redujo de 8 horas a 2.5 horas
Mecanizado de cono de rodamiento del tren de aterrizaje:
La integridad de la superficie cumple con los estándares AMS2420
La tasa de desecho se redujo del 15% al 0.5%
Mecanizado de ángulo posterior de taladro de carburo:
Serración de vanguardia <3 μm
La vida de la herramienta aumentó en un 50%
Frescos de alta precisión con vástagos cónicos:
Área de contacto> 90%
Sujetar repetibilidad 1 μm
Actualizaciones inteligentes:
Sistema integrado de optimización de procesos de IA
Desarrollo de un modelo de predicción de condición de la rueda de molienda de autoaprendizaje
Fabricación verde:
Avances en tecnología de molienda seca
Desarrollo de materiales de carpeta degradables
Mecanizado de ultra precisión:
Lograr rugosidad de la superficie a nanoescala (RA <0.05 μm)
Desarrollo de procesos de eliminación de nivel atómico
La precisión de mecanizado anormal se manifiesta principalmente como ángulo de cono excesivo y mala redondez. El ángulo de cono excesivo generalmente se refiere a una desviación de más de ± 0.01 ° entre el ángulo de cono mecanizado real y el requisito de diseño, mientras que la redondez deficiente indica una desviación de más de 2 μm de la sección transversal circular mecanizada.
Para el ángulo de cono excesivo, la precisión geométrica de la máquina herramienta primero debe calibrarse. Se recomienda utilizar un interferómetro láser para verificar la perpendicularidad de cada eje de la máquina, particularmente la perpendicularidad entre los ejes X y Z. Esta prueba debe realizarse después de que la temperatura de funcionamiento de la máquina se haya estabilizado, que generalmente requiere una ejecución de calentamiento de 1-2 horas. Si se detecta la desviación de la perpendicularidad, debe corregirse de acuerdo con las instrucciones del fabricante de la máquina herramienta. Esto generalmente se logra ajustando el espacio libre de listones del riel de guía a 0.005-0.01 mm.
El aderezo para la rueda de molienda también es un factor significativo que afecta la precisión del ángulo cónico. Se recomienda el aderezo de diamantes, con una velocidad de alimentación de aderezo de 0.002-0.005 mm. Después del vestir, se requieren al menos tres ciclos de pulido sin chispa para garantizar la uniformidad y la nitidez de los granos abrasivos en la superficie de la rueda de molienda. Para el mecanizado cónico de alta precisión, se recomienda probar una o dos piezas de trabajo antes del mecanizado final. Solo después de obtener mediciones satisfactorias puede comenzar la producción en masa.
La mala redondez a menudo está estrechamente relacionada con la condición del huso de la máquina herramienta. Primero, verifique el resumen del huso, que no debe exceder 0.003 mm usando un indicador de marcación. Si se excede este valor, los rodamientos del husillo pueden necesitar ser reemplazados. Además, la rueda de molienda debe equilibrarse dinámicamente a los estándares G1.0, con desequilibrio controlado dentro de 0.4g · mm/kg. Para la molienda de alta velocidad (velocidades lineales superiores a los 80 m/s), se recomienda un sistema de equilibrio dinámico en línea para el monitoreo y el ajuste en tiempo real.
Los defectos de calidad de la superficie generalmente incluyen marcas de charla, quemaduras y rugosidad excesiva. Las marcas de charla se pueden clasificar como regulares y aleatorias.
Las marcas de charla regulares generalmente aparecen como rayas periódicas uniformes con una longitud de onda entre 0.1 y 0.5 mm. Este tipo de problema es causado principalmente por la vibración del sistema. Las medidas de tratamiento incluyen: equilibrar con precisión la rueda de molienda para garantizar que cumpla con los estándares G1.0; ajustar la velocidad del huso y usar el análisis del espectro FFT para identificar frecuencias resonantes para evitar rangos de velocidad sensibles; e inspeccionar la base de la máquina herramienta para garantizar que los niveles de vibración estén por debajo de 2 μm/s.
Las marcas de charla aleatorias aparecen como marcas de superficie irregular, a menudo indicando un posible desgaste del rodamiento del huso. Los rodamientos deben ser inspeccionados y reemplazados si es necesario. Al reemplazar, preste atención a la precarga de los rodamientos. La precarga excesiva puede conducir a una falla prematura del rodamiento.
Las quemaduras de superficie son causadas principalmente por temperaturas excesivas en el área de molienda. Las soluciones incluyen: aumentar la velocidad de flujo del refrigerante a al menos 2 l/min por milímetro de ancho de la rueda de molienda; Verificar la posición de la boquilla de refrigerante para asegurarse de que esté alineada con la zona de contacto de molienda; Optimizar los parámetros de molienda, reducir adecuadamente la velocidad de alimentación y aumentar el número de ciclos de pulido. Para quemaduras severas, puede ser necesario reemplazar una rueda de molienda CBN vitrificada con una con mayor conductividad térmica.
La rugosidad excesiva a menudo está relacionada con la condición de la rueda de molienda. Cuando la arena de la rueda de molienda se vuelve opaca, la rugosidad de la superficie se deteriora significativamente. Es necesario vestir la rueda de molienda, y se debe realizar una rutina de prueba después del aderezo para verificar la condición. Si el problema persiste, considere cambiar a una rueda de molienda de grano más fino o reducir la velocidad de alimentación en un 50%.
Las anormalidades de la rueda de molienda se manifiestan principalmente como desgaste excesivo y pérdida de grano abrasivo. El desgaste excesivo de una rueda de molienda significa que su vida útil es significativamente menor de lo esperado, lo que puede alcanzar solo el 50% o incluso menos de su vida útil normal.
Las principales causas de desgaste excesivo incluyen concentración abrasiva inadecuada, cambios en las propiedades del material de la pieza de trabajo y la configuración de parámetros de aderezo incorrecto. Para materiales difíciles de matriz como el acero endurecido, se recomienda usar una rueda de molienda con una concentración de CBN entre 100% y 125%. Al mecanizar las aleaciones que contienen fases duras, la concentración puede reducirse al 75% al 100%. Con respecto a los parámetros de aderezo, el alimento para el vestimenta debe reducirse a 0.001 mm/carrera, y la relación de velocidad de aderezo debe ajustarse a aproximadamente 0.4.
El desprendimiento de la arena se manifiesta como "manchas calvas" localizadas en la superficie de la rueda de molienda. Estos "puntos calvos" localizados generalmente se asocian con resistencia a la unión insuficiente, cargas de impacto excesivas durante el mecanizado o la corrosión de refrigerante. Las soluciones incluyen: cambiar a una rueda de molienda con un enlace cerámico microcristalino de alta resistencia; Optimización de la ruta de mecanizado, utilizando una entrada rampa de menos de 5 ° para evitar el impacto causado por los cortes de ángulo recto; y verificar la composición del refrigerante para evitar el uso de refrigerantes que contengan aditivos corrosivos como el azufre.
Respuesta a emergencias de fractura de la rueda de molienda
En el caso de una fractura de rueda de molienda, el operador debe activar inmediatamente el botón de parada de emergencia para desconectar la alimentación de la máquina. Luego, verifique la integridad de la cubierta protectora para asegurarse de que no hay escombros voladores podría dañar a nadie. La investigación de accidentes debe centrarse en: si la velocidad de la rueda de molienda excede la velocidad máxima especificada en la etiqueta; si la planitud de montaje de la brida está dentro de 0.01 mm; y si la rueda de molienda está expirada o almacenada incorrectamente.
Respuesta de falla de sujeción de la pieza de trabajo
La falla de sujeción de la pieza de trabajo puede conducir a graves riesgos de seguridad y falla de la pieza de trabajo. Las medidas de mejora incluyen adoptar un sistema de posicionamiento dual: posicionamiento mecánico para garantizar la posición de referencia, la sujeción hidráulica para proporcionar fuerza de sujeción primaria y bloqueo neumático como característica de seguridad. La inspección visual también se puede agregar para confirmar que la sujeción de la pieza de trabajo está en su lugar antes del procesamiento.
Soluciones de problemas comunes:
| Síntoma | Causa posible | Solución |
| Ondas superficiales de la pieza de trabajo | Desgaste de la rueda de molienda/desgaste del rodamiento del huso | Referencias/reemplazo de rodamientos |
| La precisión del ángulo de la cono supera | Pérdida de la precisión geométrica de la máquina | Recalibrar el nivel de la máquina y las guías |
| Desgaste de la rueda de molienda excesiva | Parámetros de molienda excesivos | Reducir la velocidad lineal en un 15%-20% |
| Quema de superficie de la pieza de trabajo | Insuficiente opacidad de enfriamiento/molinería | Aumentar el flujo de enfriamiento/reemplazar en el tiempo |
| Disminución de la eficiencia de rectificado | Molienda de poros de rueda obstruidos | Despejar o restaurar con una caña de limpieza especial |
Puntos clave de mantenimiento diario
El mantenimiento diario es esencial para garantizar la operación estable a largo plazo del equipo. Antes del inicio de cada cambio de trabajo, se deben realizar las siguientes inspecciones: la concentración de refrigerante debe verificarse utilizando un refractómetro para garantizar que la concentración permanezca dentro del rango de 4% -6%; La presión del sistema de aire debe verificarse para mantener una presión de funcionamiento de 0.5-0.7 MPa; y la rueda de molienda debe inspeccionarse visualmente en busca de grietas, defectos u otras anormalidades.
El mantenimiento posterior al cambio es igualmente importante e incluye: limpiar el banco de trabajo y el separador magnético para eliminar las astillas de metal y la acumulación de abrasivos; limpiando los guardias de guía para evitar que las papas fritas ingresen a la superficie de la guía; Registro de los datos de aderezo de la rueda y el número de piezas de trabajo procesadas durante el turno y manteniendo un registro completo de operación del equipo.
Plan de mantenimiento periódico
El mantenimiento semanal se centra en verificar el sistema de lubricación de la vía guía para garantizar que el nivel de grasa sea al menos del 80% y que las líneas de lubricación no estén obstaculizadas. El sistema hidráulico debe inspeccionarse a fondo mensualmente, centrándose en el diferencial de presión del filtro. Si el diferencial de presión excede 0.3 MPa, el filtro debe ser reemplazado.
El sistema de husillo debe inspeccionarse profesionalmente trimestralmente, utilizando un micrómetro de alta precisión para medir el acumulación radial del huso, que no debe exceder 0.002 mm. El aumento de la temperatura del husillo también debe verificarse; No debe exceder los 15 ° C después de cuatro horas de operación continua. El mantenimiento anual requiere que un técnico profesional realice una calibración completa de la máquina herramienta y restaure toda la precisión de posicionamiento a los estándares de fábrica.
Gestión de la vida de componentes clave
Como componente central, se recomienda reemplazar los rodamientos del huso después de 8,000 horas de operación, independientemente de la condición de la superficie. Los controles deslizantes de Guideway generalmente tienen una vida útil de cinco años y deben reemplazarse rápidamente para evitar la pérdida de precisión. La brida de la rueda de molienda debe verificarse el par cada 2,000 horas para garantizar una instalación segura y confiable. El refrigerante debe reemplazarse por completo cada tres meses para evitar el deterioro que afecta el rendimiento del mecanizado.
| Categoría de mantenimiento | Artículo de mantenimiento | Detalles y estándares de la operación | Ciclo | Requisitos de registro |
| Mantenimiento diario | Inspección del refrigerante | Verifique la concentración (4%-6%), pH (8.5-9.5), precisión de filtración ≤ 25 μm | Por turno | Concentración e impurezas récord |
|
| Molilla de inspección visual de la rueda | Verifique si hay grietas, defectos y partículas abrasivas sueltas y agujeros de aire limpio (pistola de aire de 0.6MPa). | Cada turno | Tome fotos y archive cualquier anormalidad. |
| Inspeccione el sistema de presión de aire. | Asegúrese de que la presión esté entre 0.5-0.7MPa y que no haya fugas en la tubería. | Cada turno | Registre el valor de presión. | |
| Mantenimiento semanal | Guía de lubricación ferroviaria | Agregar grasa especial, llenar ≥ 80% | Semanalmente | Registro de puntos y cantidades de lubricación |
|
| Inspección del sistema hidráulico | Verifique el diferencial de presión del filtro (<0.3 MPa) y el nivel de aceite dentro del rango marcado. | Semanalmente | Registre el diferencial de presión y el nivel de aceite. |
| Verificación de balance dinámico de la rueda de molienda. | Use un equilibrador dinámico para calibrar a G1.0 (desequilibrio ≤ 0.4 g · mm/kg). | Semanalmente o después de cambiar la rueda de molienda. | Registre el desequilibrio. | |
| Mantenimiento mensual | Inspección de precisión del huso | Medir el resumen radial (≤0.003 mm) y el juego axial (≤0.002 mm) | Mensual | Guardar informe de inspección |
|
| Reemplazo de refrigerante | Reemplace completamente el refrigerante y limpie las tuberías y el tanque. | Cada tres meses | Registre la fecha de reemplazo y el número de modelo. |
| Calibración de precisión geométrica de la máquina herramienta. | Verifique la verticalidad de cada eje utilizando un interferómetro láser (eje x/z ≤ 0.005 mm/300 mm). | Trimestral | Mantenga el certificado de calibración en el archivo. | |
| Mantenimiento anual | Revisión de máquina completa | Incluye el molienda de riel de guía, el ajuste de precarga de tornillos y las pruebas de aislamiento del sistema eléctrico | Anual | Informe de mantenimiento completo |
| Gestión de la vida de componentes clave | Reemplazo de soporte de husillo | Reemplazo obligatorio después de 8,000 horas de operación, utilizando rodamientos de cerámica | Acumulado por horas | Tiempo de reemplazo y lote de registro |
|
| Reemplace los rieles de guía y los controles deslizantes | Reemplazar cada 5 años o cuando se desarrolle un juego significativo | 5 años | Registre el motivo del reemplazo |
| Calibración de brida de la rueda de molienda | Verifique la planitud (≤ 0.01 mm). El par de pernos debe cumplir con las instrucciones del fabricante. | Cada 2000 horas | Registre el valor del par | |
| Respuesta de emergencia | Grieta de la rueda de molienda | Detenga inmediatamente la máquina → Verifique la cubierta de protección → Verifique los problemas de velocidad/instalación → Reemplace la rueda de molienda | En el caso de una grieta | Complete un informe de incidente |
|
| Falla de sujeción de la pieza de trabajo | Máquina de parada → Verifique la presión de la abrazadera (3-5 MPa) → Aumento de la inspección visual → Optimizar el posicionamiento | Cuando esto ocurre | Registro de medidas correctivas |
Precauciones de mantenimiento:
Seguridad primero: antes del mantenimiento, desconecte la fuente de alimentación y libere la presión. Use equipo de protección.
Herramientas: utilice herramientas de inspección recomendadas por el fabricante (como interferómetros láser y equilibradores dinámicos).
Trazabilidad de datos: se requiere confirmación de firma para cada operación de mantenimiento, y los datos se archivarán durante al menos tres años.
ADVERTENCIA ANORMAL: Apague inmediatamente la máquina para que se investigue si se detectan problemas como el aumento de la vibración o el aumento anormal de la temperatura.
Respuesta:
Vida extremadamente larga: la dureza de CBN es solo superada por el diamante, y su resistencia al desgaste es más de 100 veces mayor que la de las ruedas de molienda de corundum, lo que reduce significativamente la frecuencia de reemplazo.
Alta estabilidad térmica: CBN puede soportar temperaturas de hasta 1400 ° C, evitando las quemaduras de la pieza de trabajo (las ruedas de molienda convencionales fallan a 800 ° C).
Retención de alta precisión: el enlace vitrificado exhibe una excelente rigidez, fuerzas de molienda estables y puede lograr una redondez cónica de menos de 1 μm.
Alta eficiencia: las tasas de eliminación de metales aumentan en un 30%-50%, por lo que es adecuada para materiales difíciles de matriz, como acero endurecido y aleaciones de alta temperatura.
Tamaño de arena:
Molienda gruesa (RA 0.8 μm): #80- #120
Molilla fina (RA 0.1μm): #400- #2000
Concentración:
Acero endurecido: 100%-150%
Carburo: 75%-100%
Aglutinante:
Cerámica en fase de vidrio: uso general
Cerámica microcristalina: requisitos de alto resistencia
A: Pasos de solución de problemas:
Equilibrio dinámico: la rueda de molienda debe ser de grado G1.0 (desequilibrio ≤ 0.4g · mm/kg).
Verifique los cojinetes del husillo: reemplace si se agotó radial> 0.003 mm.
Ajustar los parámetros:
Reduzca la velocidad lineal en un 10% -15% (por ejemplo, de 120 m/s a 100 m/s).
Reduzca la tasa de alimentación al 50% del valor original.
Optimizar la sujeción: aumentar los puntos de soporte de la pieza de trabajo y reducir el voladizo.
Respuesta: Causas y soluciones comunes:
| Causa | Solución |
| Parámetros de molienda excesivos | Reducir la velocidad de línea o la velocidad de alimentación |
| Concentración insuficiente de refrigerante (<4%) | Reponer el concentrado al 6% |
| Molienda de poros de rueda obstruidos | Limpiar con una pistola de aire de alta presión de 0.6 MPa |
| Cambiar el material de la pieza de trabajo (contiene fase dura) | Utilice una concentración más alta (150%) o una rueda de molienda de arena más fina |
Respuesta:
Optimización de enfriamiento:
Caudal ≥ 15 l/min · mm (ancho de la rueda de molienda)
Use una rueda de molienda enfriada internamente o una boquilla doble (ángulo de 15 °)
Ajuste del proceso:
Aumente el número de ciclos de pulido (≥ 3 molienda sin chispa)
Reducir la tasa de alimentación en un 30%
Selección de ruedas de molienda:
Use una rueda de molienda con una alta porosidad (30%-40%) para mejorar la disipación de calor.
Respuesta:
Calibrar la precisión geométrica de la máquina:
Use un interferómetro láser para verificar la perpendicularidad del eje x/z (error ≤ 0.005 mm/300 mm).
Corrección del ángulo de aderezo de la rueda de molienda:
Use un bloque de ángulo estándar para calibrar el tocador de rodillos de diamantes. Verifique la rigidez del accesorio:
Controle la fuerza de sujeción a 3-5 MPa para evitar la deformación de la pieza de trabajo.
Respuesta:
Herramienta de aderezo: se recomiendan rodillos de diamantes (vida larga y alta precisión).
Configuración de parámetros:
Velocidad de alimentación del vestimenta: 0.002-0.005 mm/accidente cerebrovascular
Relación de velocidad de aderezo: 0.4 a 0.8 (relación de velocidad lineal de rueda a rodillo)
Requisitos de molienda: se requieren tres pases sin chispas después de vestirse.
Respuesta:
Prueba de ejecución inactiva: aumente la velocidad paso a paso a la velocidad de funcionamiento y funcione durante 30 minutos.
Equilibrio dinámico: use un equilibrador en línea para adaptarse a G1.0.
Verificación de muelles de prueba:
Procese 2-3 muestras e inspeccione las dimensiones y la calidad de la superficie.
Ajuste finamente la cantidad de aderezo o los parámetros de molienda según los resultados.
Marcas de charla regulares
Características: estrías periódicas con una longitud de onda de 0.1-0.5 mm
Recurso:
Verifique la vibración de la base (debe ser ≤2 μm/s)
Ajuste la velocidad para evitar frecuencias resonantes
Use una rueda de molienda de forma desigual (flauta espiral)
Quemadura de superficie
Criterios: capa de decoloración de oxígeno
Contramedidas clave:
Aumentar la velocidad de flujo del refrigerante a ≥15 l/min · mm
Adoptar un diseño de rueda de molienda enfriado internamente
Reduzca la tasa de alimentación en un 30% y agregue tres pases de pulido adicionales
Desgaste anormal
Caso típico: la vida útil disminuye en más del 50%
Solución de optimización:
Ajuste la concentración de CBN (100-125% para el acero endurecido)
Modificar los parámetros de aderezo (velocidad de alimentación ≤ 0.001 mm/carrera)
Desprendimiento de grano abrasivo
Síntoma: "manchas calvas" aparecen en la superficie de la rueda de molienda
Causa principal:
Desventajas de la fuerza de enlace
Impacto de corte de ángulo recto
Métodos de mejora:
Use una rueda microcristalina de molienda de enlace de cerámica
Adoptar un método de corte de pendiente de <5 °
Inestabilidad dimensional
Puntos de control clave:
Control de temperatura ambiente a 20 ± 1 ° C
Activar la compensación de medición en línea cada 10 piezas
Establecer un modelo de compensación de deformación térmica
Grieta de la rueda de molienda
Procedimientos de emergencia:
Parada de emergencia inmediata
Verifique la integridad de la cubierta protectora
Verifique si la velocidad excede el límite
Pieza de trabajo volando
Medidas preventivas:
Use posicionamiento dual mecánico e hidráulico
Instalar un sistema de confirmación visual
Inspección diaria:
Concentración de refrigerante (4-6%)
Apariencia de la rueda de molienda (grietas/defectos)
Mantenimiento periódico:
Semanal: lubricación de la vía guía (llenado de grasa ≥ 80%)
Monthly: Inspección del husillo (≤ 0.003 mm)
Apéndice: tabla de diagnóstico rápido
| Descripción del problema | Elementos de inspección prioritaria | Límite de tiempo |
| Marcas de charla | Equilibrio dinámico/rodamientos | Dentro de las 2 horas |
| Quemaduras | Sistema de enfriamiento | Apagado inmediato |
| Excedimiento dimensional | Compensación de temperatura | Resolver durante el turno |
Ventajas innatas determinadas por propiedades del material
Superabrasivos irremplazables
CBN (nitruro de boro cúbico) cuenta con una dureza de 4500 HV, en segundo lugar solo por diamante, pero su estabilidad de alta temperatura (1400 ° C) supera con creces la del diamante (que se oxida a 800 ° C).
Una comparación típica: al mecanizar el acero endurecido (HRC 60), la vida útil de una rueda CBN es 100 veces la de una rueda de corundum.
Efectos sinérgicos de los enlaces vitrificados: la estructura cerámica microcristalina combina rigidez (módulo elástico 100 GPa) con propiedades de autohargado.
La porosidad controlable (5%-40%) mejora la disipación de calor en comparación con los enlaces de resina/metal.
Un avance en la retención de precisión
Estabilidad a nivel nano
Tasa de pérdida de grano abrasivo <0.1%/hora, asegurando lo siguiente incluso después de 2000 ciclos:
Redondez ≤ 1 μm
Tolerancia al ángulo del cono ± 0.003 °
Control de deformación térmica
La conductividad térmica es de 1300W/(m · k), y la temperatura de la zona de molienda es 200 ° C más baja que la de las ruedas de molienda de corundum.
Datos medidos: temperatura de la superficie de la pieza de trabajo <150 ° C al moler aleaciones de titanio (procesos convencionales> 400 ° C)
Evolución tecnológica prospectiva
Un ajuste natural para la molienda inteligente
Comportamiento de desgaste altamente predecible, adecuado para:
Modelado gemelo digital
Algoritmo de control adaptativo
Solución principal actual: Error de predicción de la vida restante de la rueda de molienda <3%
Tendencias de fabricación verde
Comparación de consumo de energía:
Molienda convencional: 25kW · h/100 piezas
Molilla CBN: 8kW · H/100 piezas
Reducción del 50% en el consumo de refrigerante

Categoría: Amoladora CNC de válvula especial Descripción general del producto: La compañía ha aprobado la certificación de varios si...
Más
Categoría: Amoladora CNC de válvula especial Descripción general del producto: La compañía ha aprobado la certificación de varios si...
Más
Categoría: Equipo de moldeo en blanco de la válvula Descripción general del producto: La compañía ha aprobado la certificación de va...
Más
Categoría: Equipo de moldeo en blanco de la válvula Descripción general del producto: La compañía ha aprobado la certificación de va...
Más
Categoría: Productos auxiliares de producción Descripción general del producto: La compañía ha aprobado la certificación de varios s...
Más
Categoría: Productos auxiliares de producción Descripción general del producto: La compañía ha aprobado la certificación de varios s...
Más
Categoría: Productos auxiliares de producción Descripción general del producto: La compañía ha aprobado la certificación de varios s...
Más
Categoría: Productos auxiliares de producción Descripción general del producto: La compañía ha aprobado la certificación de varios s...
Más
Categoría: Productos auxiliares de producción Descripción general del producto: La compañía ha aprobado la certificación de varios s...
Más
 86-13584767515
86-13584767515
86-0515-89500828
 No. 1, Área de concentración industrial, Wulie Town, Dongtai City, Provincia de Jiangsu
No. 1, Área de concentración industrial, Wulie Town, Dongtai City, Provincia de Jiangsu
Product
 English
English 中文简体
中文简体 русский
русский Español
Español


